Одношпиндельные прутковые и магазинные токарные автоматы подразделяются на следующие основные типы: фасонно-отрезные токарные автоматы, фасонно-продольные токарные автоматы и токарно-револьверные автоматы.
Если различные рабочие операции производятся при разных числах оборотов шпинделя, то для определения суммы оборотов шпинделя всех рабочих ходов и всех переходов необходимо привести количество оборотов к какому-то одному числу оборотов шпинделя в минуту, или, как говорят, ввести коэффициент приведения.
Отношение большего числа оборотов шпинделя в минуту к меньшему и называется коэффициентом приведения. Коэффициентом приведения пользуются при расчете продолжительности цикла и при построении кривых движения кулачков.
Для расчета карты обработки нет необходимости подсчитывать продолжительность каждого перехода достаточно определить общее количество оборотов шпинделя, которое нужно для осуществления всех рабочих ходов.
Токарные гидрофицированные одношпиндельные автоматы
В Советском Союзе выпускалось большое количество моделей универсальных, специализированных и специальных одношпиндельных токарных станков с гидравлическим приводом. Производили эти станки станкостроительные заводы им. С. Орджоникидзе, им. А. Ефремова, Ейский и др. Гидрофицированные токарные станки имели значительные преимущества по сравнению со станками, автоматизация которых осуществлена при помощи распределительных валов и кулачковых механизмов. Гидравлический привод облегчил и упростил автоматизацию, резко снизил продолжительность наладочных работ и позволил более рационально использовать режимы резания. Завод им. С. Орджоникидзе разработал гамму гидрофицированных станков, состоящую из нескольких размеров многорезцовых и копировальных моделей (рис. 1).
Полуавтоматы и автоматы этого типа являлись быстроходными, мощными, высокопроизводительными и могли эффективно использоваться не только в массовом, но и в серийном производстве. Они могли иметь загрузочные магазины или автооператоры, следовательно, работать как полные автоматы. Многие автоматизированные линии механической обработки имели их в своем составе для выполнения токарных операции.
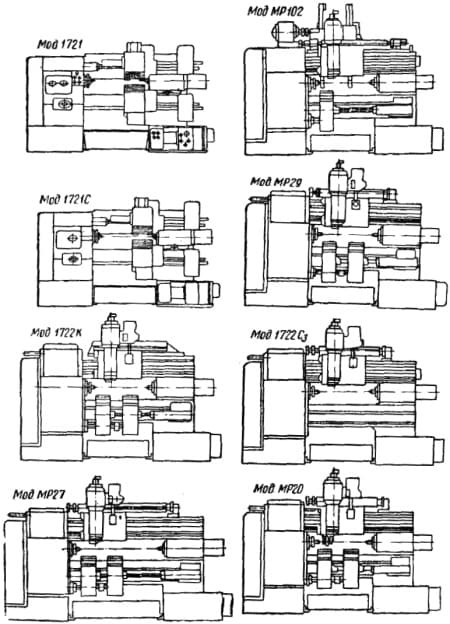
Рис. 1. Гамма одношпиндельных токарных многорезцовых и копировальных полуавтоматов и автоматов завода им. С. Орджоникидзе
