Автоматические станки по принципам их управления подразделяют на семь групп:
- Токарные полуавтоматы и автоматы, у которых каждое движение или группа движений осуществляются по самостоятельной кинематической цепи, а последовательность их устанавливается соответствующим положением кулачка на распределительном валу в зависимости от продолжительности движения, т. е. по времени. Недостатком таких автоматов и полуавтоматов является то, что цикл работы станка продолжается в том случае, если какая-нибудь из операций по каким-либо причинам не была осуществлена.
- Токарные полуавтоматы и автоматы, управление которых построено таким образом, что движение каждого узла возможно только после прохождения предыдущим узлом определенного пути в соответствии с установленным циклом. Все движения управления, переключения и обработочных операций построены по пути следования узла (рис. 1, а, б, д, е).
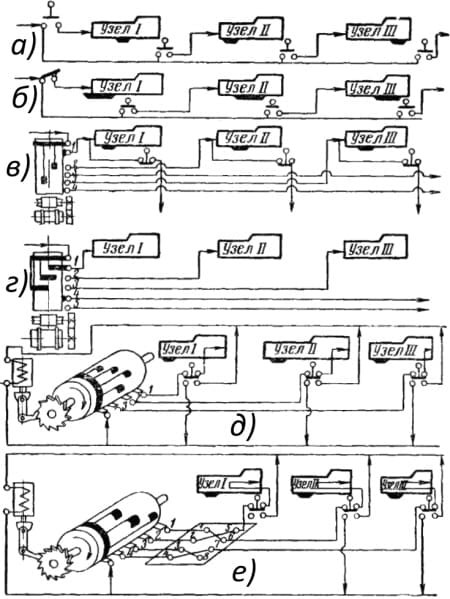
Рис. 1. Системы электрического управления: а - децентрализованная (контроль по пути) с импульсными контактами, б - то же, но с продолжительно действующими контактами, в, г - централизованные (контроль по времени) с импульсными и длительно действующими контактами, д - смешанные централизованные с путевым управлением без шагового искателя, е - то же, но с шаговым искателем
- Токарные полуавтоматы и автоматы, у которых главные движения осуществляются электрическими или гидравлическими приводами, а управление распределительными устройствами, не связанными с приводом рабочих движений (рис. 1, в, г). Эти токарные автоматы имеют те же недостатки, что и станки первой группы.
- Токарные полуавтоматы и автоматы, у которых включение движения каждого узла возможно только в том случае, если контроль предыдущей операции показал удовлетворительное качество ее выполнения. Управление в этих станках связано с устройством, контролирующим размер обрабатываемой детали. Если контролируемый размер приближается к пределу, происходит автоматическая подналадка станка или его выключение. В автоматизированных станках, построенных по этому принципу, исключается возможность брака.
- Полуавтоматы и автоматы со следящей системой управления, у которых рабочие движения осуществляются при помощи шаблона или копира. Эта система характеризуется наличием, например, электрического или гидравлического (см. рис. 1, Гидрокопировальные следящие устройства) щупа. Копировальный метод автоматизации является одним из наиболее эффективных для станков, предназначенных для серийного и мелкосерийного производства, a B последнее время в ряде случаев он оказывается выгодным и в массовом производстве.
- Токарные полуавтоматы и автоматы с управлением от перфорированной ленты (ленты с отверстиями), карты или барабана. Упрощенная схема разных методов управления перфорированной лентой или картой показана на рис. 2. Барабан 1 периодически перемещает перфорированную ленту 3; управляющие пальцы, совпадающие с отверстиями, западают в них, вследствие чего включаются определенные узлы или механизмы.
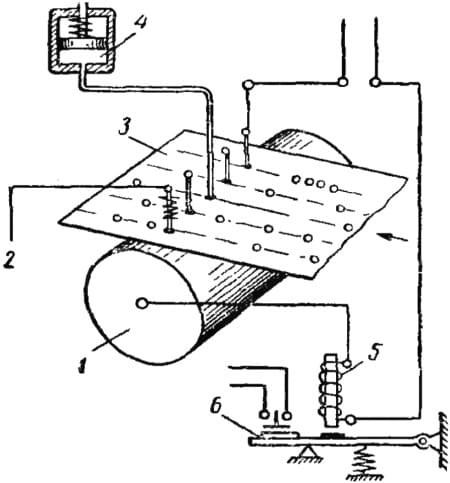
Рис. 2. Упрощенная схема управления станков от перфорированной ленты: 1 - барабан, 2 - механическая система, 3 - перфорированная лента, 4 - пневматическая система, 5 - электромагнит, 6 - электрическая система
Так же работают электрические, гидравлические или пневматические устройства; первые замыкают соответствующие контакты электрического управления, вторые и третьи открывают доступ маслу или сжатому воздуху в соответствующие полости цилиндров.
- Станки, у которых управляющие органы находятся вне станка (дистанционное управление) и производят изменение скорости направления и пути движения. Этот принцип управления осуществляется электромеханическими или электрогидравлическими средствами и находит широкое применение в тяжелых токарных станках.
